Werkstatt - CNC Fräse die 2. (ab 2010 bis ...)
Der Prototyp war schon sehr vielversprechend, also musste mein Bruder eine bessere größere bauen.
Kugelumlaufspindeln und Präsissionsführen hätten bei vorsichtiger Schätzung locker 200 Euro pro Achse verschlungen und damit den Preisrahmen deutlich gespengt. Also Schrottplatz und Bastellkiste durchsucht und das ist dabei rausgekommen.
Grundgerüst ist ein Vierkantprofil zwischen denen die 19mm Führungsstangen als mittragende Konstruktion eingebaut sind. Als Lage wurden Gleitbuchsen aus Bronce verwendet. Diese Führungen kamen auch in der Y-Achse zur verwendung. Die Z-Achse besteht aus einer Schwalbenschwanzführung (einstellbar), hierzu wurde ein Bohr-Fräsständer geschlachtet. Als Aufspanntisch habe ich eine 10mm T-Nutplatte angebaut. Die Zustellung läuft über normale M10 Gewindestangen. Als Antrieb für X-Y dienen zwei kräftige Vortex Schrittmotoren, in der Z-Achse tut es ein kleiner 1A Motor.
Den Notwendigen Strom liefert eine 4A-Steuerung nach Vorbild der Firma Grummes. Lange Zeit hat ein alter Laptop mit Turbo-CNC unter DOS das Kleinhirn gestellt. Der musste aber aus altersgründen einem Pentium4 mit Linux-CNC weichen. Etwas mehr Komfort und eine Graphische Oberfläche wo man direkt sieht was sie da gerade fräsen will.
An dieser Maschine wird natürlich mehr gebastelt als produktiv gearbeitet.
So sind dann erst mal Referenzschalter mit Lichtschranken hinzu gekommen. Damit sind dann wirkliche Referenzfahrten möglich um für jedes Werkstück die gleichen Anfangsbedingungen zu erreichen. Damit habe ich dann etliche Allugrundplatten für ein anderes Projekt ankörnen können, die Löcher wurden danach über eine Ständerbohrmaschine vollendet. Anreißen hätte länger gedauert und bestimmt nicht so gleichmäßig.
Fazit:
Eine deutliche Steigerung zum 1.Prototyp, mit größeren Verfahrwegen, und mehr Power. So ist Allu Bearbeitung schon möglich (bei richtiger Legierung).
Verbesseungswürdig sind die Spindeln, hier ist eine Aufrüstung auf Trapezgewinde ganz oben auf der Wunschliste. Die Z-Achse ist trotz Einstellleisten nicht wirklich Spielfrei und mit 7cm Verfahrweg etwas klein und der lärmende Fräsmotor muss auch noch gegen was besseres getauscht werden.
Aber so muss es ja auch sein, wenn man bastelt, nichts ist perfekt, es gibt immer eine Ecke wo noch was "klemmt". Der Weg ist das Ziel !
Wer eine Produktionsmaschine benötigt, kauft was ordentliches im Laden.
Derzeit baue ich eine Vakuumplatte um Holzteile einfacher zu bearbeiten.
Denn die Spannpratzen stehen immer irgendwo im weg und Balsaholz lässt sich nicht wirklich gut spannen.
Basis ist eine 19mm Spanplatte, daraus sind auch die Seiten und Stützleisten. Abgedekt wird das ganze mit einer 4mm ABS-Platte, diese ist lediglich mit Teppichklebeband befestig, so kann sie bei Verschleiß einfach getauscht werden. Der ganze Kasten ist mit vier Schrauben am Rahmen befestigt und kann einfach gegen die T-Nutplatte getauscht werden.
(Feintrieb für die Ständerbohrmaschine)
(Grundplatte und Stromschinen für ein LIMA-Regler)
(T-Nutplatte gegen Vakuumplatte getauscht)
(Loch an Loch und Stunden später ...)
Probespannen von Sperrholz - hält Bombenfest.
Jetzt kanns losgehen ...
Zum Testen habe ich mal die BirdDog ausgegraben und ein Ersatzspannt aufgelegt. Beim ersten Versuch hat es den Fräser aus der Spannzange gezogen und meine schöne Lochplatte weitere Luftlöcher hinzugefügt. Mit neuer Spannzange und besserem Fräser ist es wunderbar gelaufen - siehe Bilder. Etwas Sorgen mache ich mir noch wegen dem Staubsauger, da er sehr wenig bis keine "Frischluft" bekommt - schauen wir mal wie lange er es mitmacht ...
(C)2017 Werner Römer
Eine neue Spindel (Juli 2014)
Der Fräsmotor ist ja leider nur mit Gehörschutz zu ertragen und für Balsa etwas überdimensioniert. In der Schublade lag noch ein schöner Gleichstrommotor mit passendem Trafo. Ziel war es eine Proxxonspindel mit den kleinen Spannzangen anzutreiben.
Diese sitzt in zwei Lagerböcke und der Motor auf ein Vierkantrohr was das Zahnriemengetriebe aufnimmt. Mit ein paar Langlöcher
wird das ganze auf der soliden Grundplatte verschiebbar angebracht um die Riemenspannung einzustellen.
Das ganze Gebilde hat einen 43mm Hals womit es in der vorhandenen Aufnahme passt und einfach gegen den großen Fräßmotor getauscht werden kann.
(1.Version noch mit langem Zahnriemen)
(Finale Version)
Neue Z-Achse (November 2014)
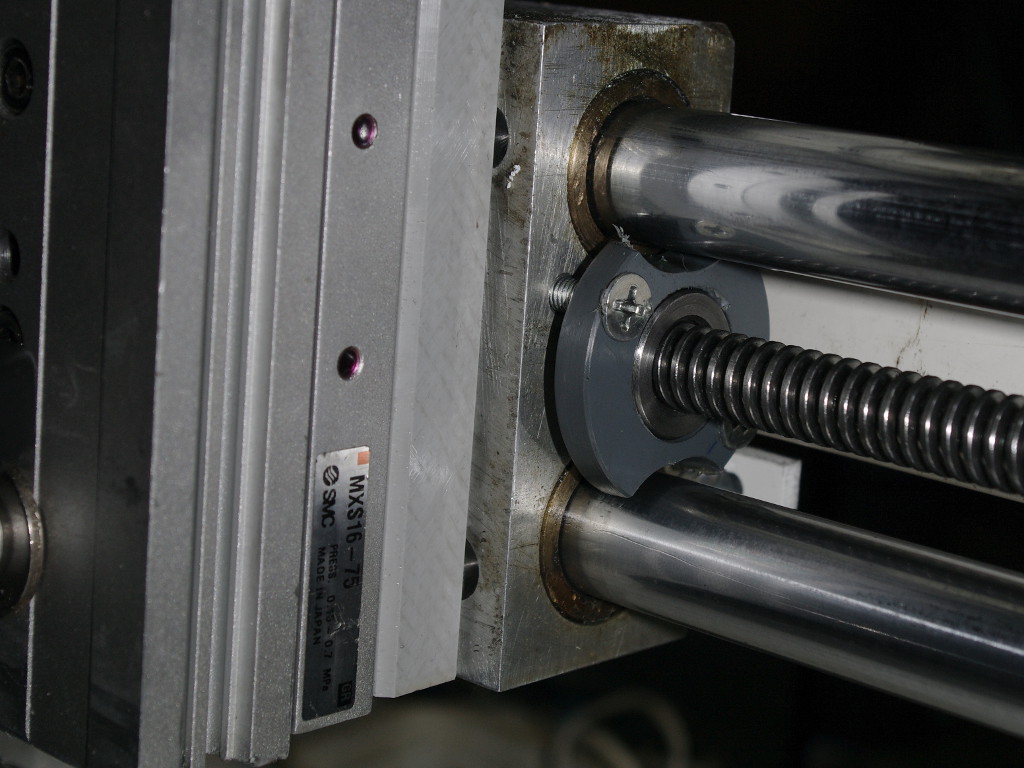
Wie weiter oben beschrieben ging mir die Z-Achse schon länger auf dem Keks, trotz Schwalbenschwanzführung und einstellbaren Keilleisten war sie entweder zu stramm oder wackelte. Glücklicherweise gibt es da ja das große Kaufhaus (eBay) und so kam eine Festo Linerarführung auf meinem Basteltisch. Die erste mit 250mm Fahrweg doch leider etwas zu groß und schwer für meine kleine Fräse aber nach einigem Suchen fand ich genau was passendes. Nennt sich SMC Kompaktschlitten (MXS16-75) und ist eigendlich für den pneumatischen Betrieb gedacht - diese lässt sich aber recht einfach mit einer Gewindespindel direkt antreiben,
wie man auf den Fotos sicherlich erkennen kann.
(Bei der Arbeit)
(4mm ABS-Bodenplatte für einen Schaltschrank)
Fazit:
Der Verfahrweg ist mit 75mm zwar nicht deutlich mehr als die alte, dafür aber hochpräzise - da wackelt nichts.
Stückchen für Stückchen wird die Fräse immer besser, es gibt natürlich weitere Wünsche ...
Revision (Oktober 2017)
... die Verfahrgeschwindigkeit von max 240mm/min gefiel mir von Anfang an nicht sonderlich. Dies ist Begründet in die starke Unterstetzung der M10x1,5 Gewindespindeln und die Maximaldrehzahl der Schrittmotoren und natürlich durch die relativ hohe Reibung der Gleitführungen. Die Schrittmotoren wollte ich nicht wechseln, also wurden die Spindeln durch Trapezgewindespindeln 10x3 ersetzt. Bei der Z-Achse habe ich die Mutter noch beweglich in einem Maul gelagert, so kann sie den Höhenschlag der Spindel ausgleichen ohne in der X-Achse zu wackeln (minimales Umkehrspiel).
Bei der Y-Achse habe ich sie direkt in den Schiebeschlitten eingepasst und mit einer Muffe verschraubt.
Die Z-Achse hat eine ordentliche Kupplung zum Motor erhalten und die Spindel M10 stützt sich auf ein Kugellager ab. In der ersten Version war die Spindel freischwebend nur mit einer festen Kupplung am Motor befestigt und ist mit dem großen Fräßmotor der Schwerkraft gefolgt - Resultat: fette Schramme in mein Fräßteil.
Das ganze ist noch suboptimal da am oberen Ende der Spindel noch ein Festlager fehlt ...
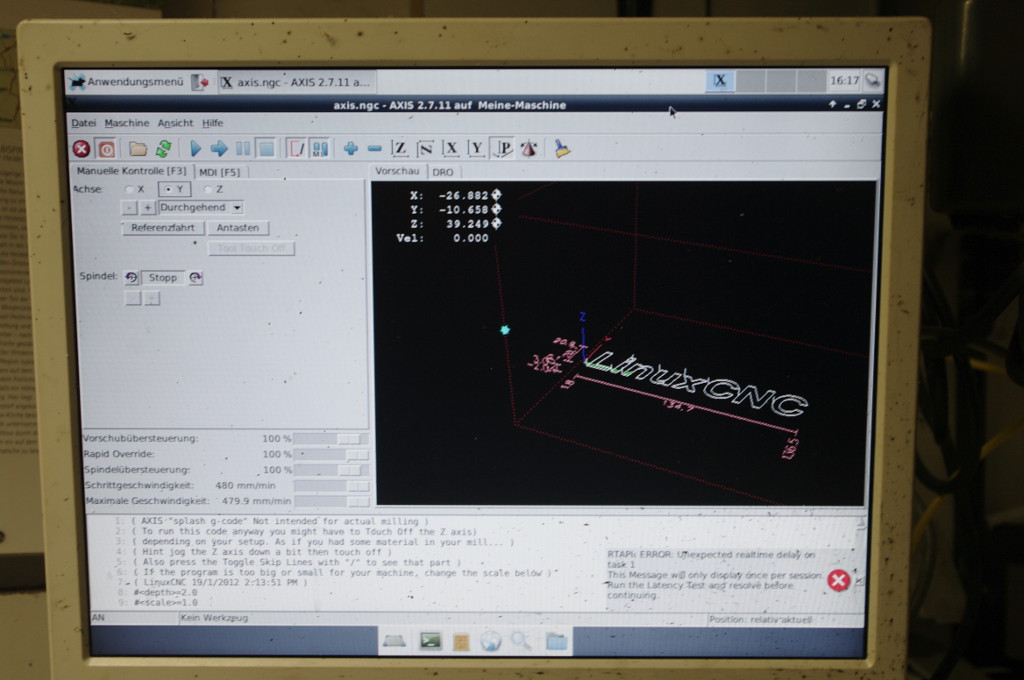
Die Software ist mit der Linux-CNC Version 2.7.11 auf aktuellen Stand gebracht.
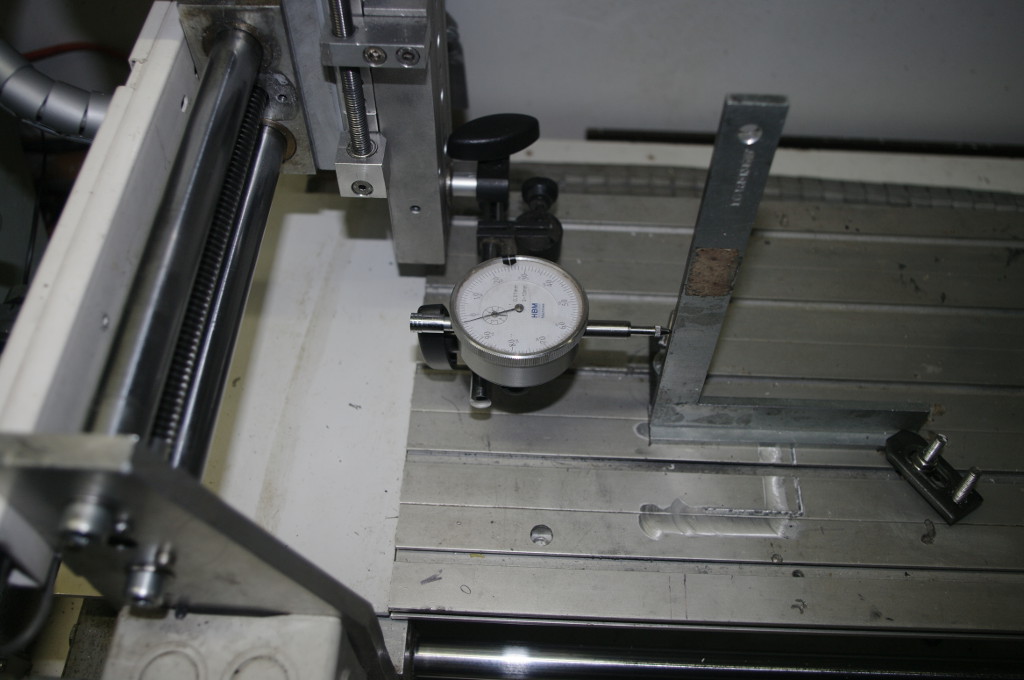
Alles ist wieder zusammengeschraubt, vermessen und ausgerichtet.
Lohn der Mühe: X-Y Verfahrgeschwindigkeit nun 480mm/min, Tolleranz in allen Achsen im Bereich von 0,2 bis 0,3mm, so kann das erstmal bleiben.
Irgendwann ist mal ein kompletter Neubau geplannt, Basis ist dann ein soliden Unterbau, der sich nicht verwindet, sowie kugelgelagerten Führungen.